Alignment of Components
Examination of Fig. 1 suggests some of the alignment problems encountered in assuring that the core rods are concentric to their respective cavities. It is usual practice to utilize individual cavity blocks and locate these via key ways on the die shoes. Set-up then is simplified as it involves changing only the die shoe with the mounted cavities as a unit. The die shoe is located from a single center keyway mating with the machine; radial spacing from the center of rotation is adjusted as required by shims.
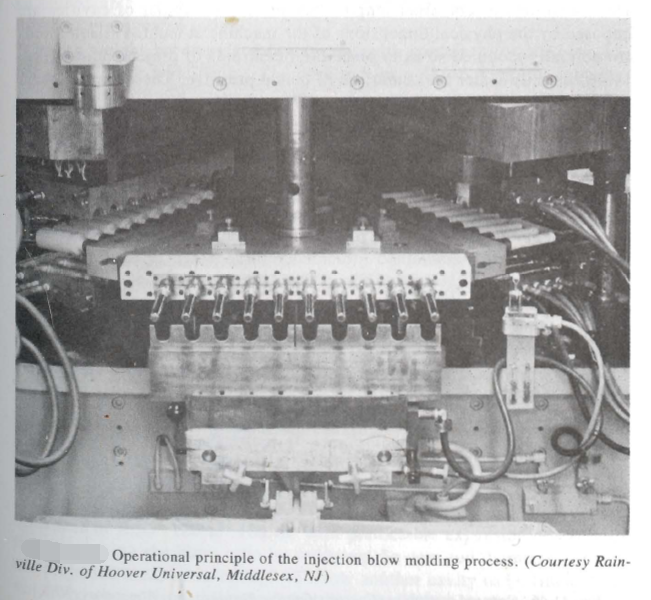
Fig. 1
Initial core rod/mold alignment is achieved by the index mechanism of the machine. Upon mold closing, the index head is guided by guide pins to further refine the mold/core alignment, with final alignment by the core rod shank nesting into its seat in the mold. This shank is a precise (.0000-.0005 in.) fit to its nest. Figure 11.49 shows 28-mm and 48-mm core rods nested in their respective parison mold halves. The core rod mounting ends are clearanced .004-.006 in. to float, in the rotating head to compensate for thermal expansion differences between the hot (200-300°F) parison mold and the cold (40-60°F) blow molds.
Core Rod Design and Construction
Core rods are typically hardened steel (AISI L6-RC 52-54) polished, and are chromed. Location of the air entrance valve is preferable at the shoulder,but often is moved to the tip when core rod L/D exceeds 6/1,due to mechanical considerations. Normal construction of the core rod is solid, although coring out to reduce mass may be used in larger sizes. Where space permits, some means to enhance heat transfer may be employed, such as aluminum or beryllium copper inserts. Heat pipes are being installed in the center of some core rods to obtain faster cycles and close temperature control. Examination will reveal one or two annular grooves on the core rod near the seating shank. These grooves (,004-.010 in. deep) perform a dual function. They stabilize the parison against elastic retraction during transfer from the parison mold to the blow mold which would result in thread mismatch. They also seal the bottle against excessive air loss during blowing, hence the name,blow-by grooves.