Injection molds are made by a highly varied number of processes and combinations thereof.
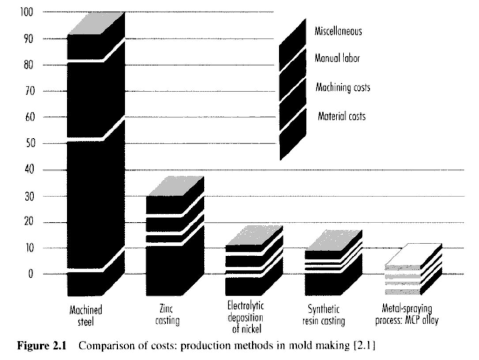
Figure 2.1 demonstrates the relative costs for cavities made from various materials. Accordingly, steel cavities appear to be many times more expensive than those made of other materials. In spite of this, a cavity made of steel is normally the preferred choice. This apparent contradiction is explained with the consideration that the service life of a steel mold is the longest, and the additional costs for a cavity represent only a fraction of those for the whole mold.
Cavities made by electrolytic deposition as well as other procedures, which cannot be done in-house,call for additional working hours until the mold is finally available. This may be rather inconvenient. The making of an electrolytically deposited insert lakes weeks or even months* A cavity made of heat-treated steel can be used for sampling without problems and still be finished afterwards. The high production costs also justify the application of a superior material because its costs are generally only 10 to 20% of the total mold costs.In spite of all the modem procedures in planning, design, and production, mold making calls for highly qualified and trained craftsmen and such personnel are in short supply nowadays. Thus, the production of molds always poses a bottleneck.
It is clear,therefore, that only updated equipment is found in modem mold-making facilities such as numerically controlled machine tools. With their help one tries to reduce the chances of rejects or to automate the working process without human operator (e.g. EDM).
The production of mold inserts, or whole mold halves by casting,attained a certain preeminence in some application areas for a time. The reason was that the casting process offers suitable alloys for nearly every type of application and that there are hardly any limits concerning geometry. Molds requiring extensive machining could therefore be made economically by casting. Another application area is the simple, more cost effective production of injection molds for low production runs and samples, particularly of non-ferrous metals. Only a brief account of the casting methods for producing mold inserts is provided below. Readers requiring more detailed information are referred to the literature at the end of the chapter.