Cutting by Spark Erosion with Travelling-Wire Electrodes
This is a very economical process for cutting through-holes of arbitrary geometry in workpieces. The walls of the openings may be inclined to the plate surface. Thanks to the considerable efficiency of this process, low cavities are increasingly being cut directly into mold plates.
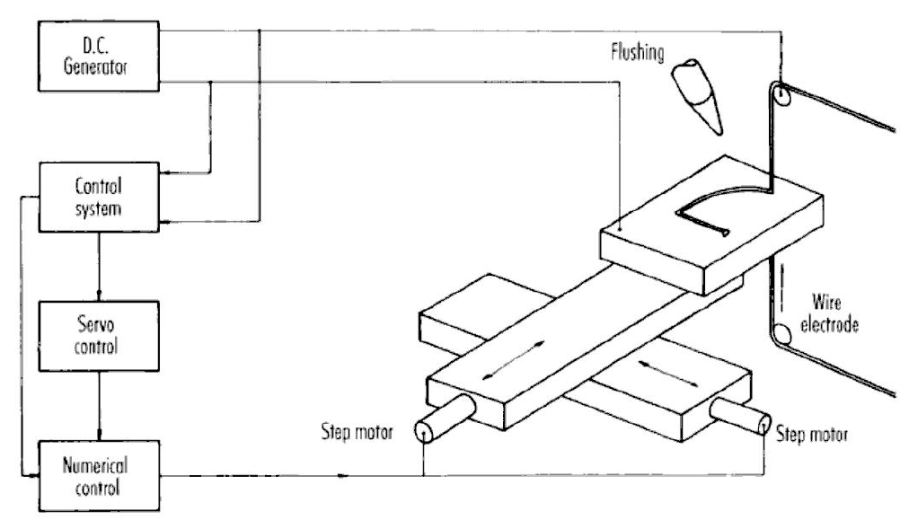
Cutting by spark erosion is based on the same principle of thermal erosion that has been used in EDM for some time. The metal is removed by an electrical discharge without contact or mechanical action between the workpiece and a thin wire electrode. The electrode is numerically controlled and move through the metal like a jig or band saw. Deionized water is the dielectric fluid, and is fed to the cutting area through coaxial nozzles. It is subsequently cleaned and regenerated in separate equipment. Modern equipment has 5-axis CNC controls with high-precision positioning systems.
Deionized water has several advantages over hydrocarbons. Il creates a wider spark gap, which improves flushing and the whole process; the debris is lower, there are no solid decomposition products and no arc is generated that would inevitably result in a wire break. In addition, there is a lower risk of emissions
Figure below depicts the principle of cutting by spark erosion.
Standard equipment can handle complicated openings and difficult contours with cutting heights up to 600 mm. The width of the gap depends on the diameter of the wire electrode and is determined by the task at hand. It is common practice to use wire with a diameter of 0.03 to 0.3 mm. The wire is constantly replaced by winding from a reel. Abrasion and tension would otherwise cause the wire to break. Furthermore, the cuts would not be accurate as the wire diameter would become progressively shorter The maximum cutting speed of modem machines is roughly 350 With the aid of so-called multi-cut technology (principal cut and several follow-up cuts), surfaces with a roughness height of 0.15 pm can be achieved. As with conventional EDM, the workpiece is subjected to thermal load that can lead to structural changes in the layers near the surface. Mechanical finishing of the eroded surfaces may be advisable in such cases.