Standard Electrodischarge Machining (EDM)
This method is often called spark erosion and is widely used in the manufacture of cavities, cores and punches. EDM allows the generation of complex cavity and punch forms to be achieved with relative ease compared with other methods.
To generate a female form, an electrode first has to be made. This would be the opposite form to the shape required. For example, to machine a cavity, the electrode form would have to be male as shown
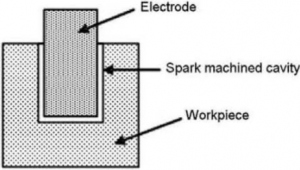
The process consists of immersing the work piece in a dielectric fluid、usually a form of refined paraffin or similar hydrocarbon. The electrode is lowered over the work piece until it is nearly touching it. A series of high-energy impulses are passed to the electrode and a high electrical potential is built up on it. This energy cannot pass to the work piece because the dielectric fluid electrically initially insulates the two parts from each other. However, when the electrode advances to within a very small distance from the work piece, the dielectric is broken down and sparks pass from the electrode to the work piece. Each impulse melts or evaporates a small portion of the work piece with temperatures reaching I00-500°C.
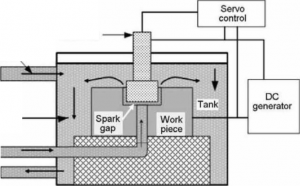
This distance is known as the spark gap and varies between 0.005 mm and 0.5 mm for most purposes- Lower energy levels permit smaller spark gaps with finer finishes, while larger gaps allow faster material removal but with a coarser finish.
Electrodes are made from materials that have the necessary electrical, mechanical and thermal properties. The most common materials used are copper and graphite. Unfortunately, these electrode materials wear away at the same time as the work piece is eroded; hence, alloyed electrodes such as copper—tungsten arc often used to minimise electrode wear. The copper provides the electrical conductivity and the tungsten provides resistance to wear.
In practice, a cavity would be 4rough sparked’ first to get rid of as much of the material as fast as possible. Then finishing electrodes would be used to machine out the cavity to the final size and finish. Very intricate forms may be machined by means of this process. Cams, spur gears, helical gears, worms and other complex geometric forms are typical examples.
For purely functional, nonappearance finishes, sparked finishes may be left as they are, but otherwise polishing may be necessary. EDM is also used to impart a variety of finishes to the cavity surface. Leather grain, stipple and fine matt finishes are examples. Specialised suppliers make electrodes for these finishes.
Wire Electrodischarge Machining
This method is an adaptation of the standard process. The principle is shown
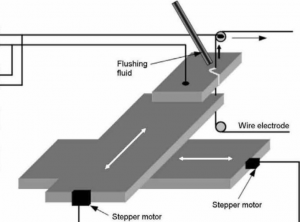
While standard EDM is used for sparking ‘blind forms,wire EDM is used for eroding completely through the work piece. Wire EDM is also used for machining complex forms with the electrode path being controlled via a computer through precision stepper motors.
This method may be used to advantage where ‘blind’ corners are unsuitable and particularly where blind cavities may give rise to air entrapment and burning.Wire electrodes are usually made from copper, molybdenum, brass and special alloy steels with diameters varying from 0.02 to 0.5 mm. Owing to the fragile nature of the wire, demineralised water is used as a dielectric. This permits a larger spark gap, making removal of debris easier and minimising the risk of arcing leading to wire breakage.
Cold Hobbing
This technique was used before the introduction of EDM. It consists of forcing a hardened, polished punch into an annealed blank work piece. The hobbing force is continuously increased until the required depth of form has been achieved.

During penetration of the hob, the work piece may become work hardened and need reannealing several times until the full form depth is achieved. To assist the hobbing process and to avoid the hob and work piece welding together, extra-high-pressure lubricants are used. Following hobbing,material is forced up on the top surface of the work piece and this has to be machined away. The work piece is then hardened, tempered and polished.
This procedure is regaining its previous popularity where large numbers of simple forms are required- For shallow, simple forms, the technique is faster than EDM.