Electric-discharge machining
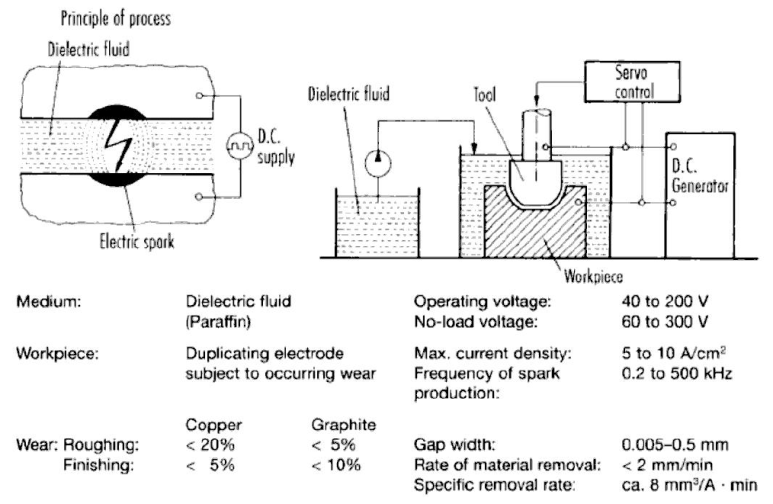
Modern mold making would be inconceivable without electric-discharge equipment. With its help,complicated geometric shapes, the smallest of internal radii and deep grooves can be achieved in one working step in annealed, tempered and hardened steel with virtually no distortion. The process is contactless, i.e. there is a gap between the tool and the workpiece. Material removal is heat-based, requiring electric discharges to occur between tool and workpiece electrode Electric-discharge machining is a reproducing forming process, which uses the material removing effect of short, successive electric discharges in a dielectric fluid. Hydrocarbons are the standard dielectric,although water-based media containing dissolved organic compounds may be used. The tool electrode is generally produced as the shaping electrode and is hobbed into the workpiece, to reproduce the contour.
With each consecutive impulse, a low volume of material of the workpiece and the electrode is heated up to the melting or evaporation temperature and blasted from the working area by electrical and mechanical forces. Through judicious selection of the process parameters, far greater removal can be made to occur at the workpiece than at the tool,allowing the process to be economically viable. The relative abrasion, i.e. removal at the tool in relation to removal at the workpiece, can be reduced to values below 0.1% .
This creates craters in both electrodes, the size of which are related to the energy of the spark. Thus, a distinction is drawn between roughing (high impulse energy) and planning. The multitude of discharge craters gives the surface a distinctive structure, a certain roughness and a characteristic mat appearance without directed marks from machining. The debris is flushed out of the spark gap and deposited in the container. Flushing can be designed as a purely movement-related operation. This type of flushing is very easy to realize since only the tool electrode, together with the sleeve, has to lift up a short distance. This lifting movement causes the dielectric in the gap to be changed. Admittedly, this variant is only really adequate for flat cavities. For complex contours, pressure or suction flushing by the workpiece or tool electrodes would need to be superimposed. Polarizing of workpiece and tool depends on the combination of materials employed,and is done such that the largest volume is removed from the workpiece. The underlying principle of EDM is demonstrated below
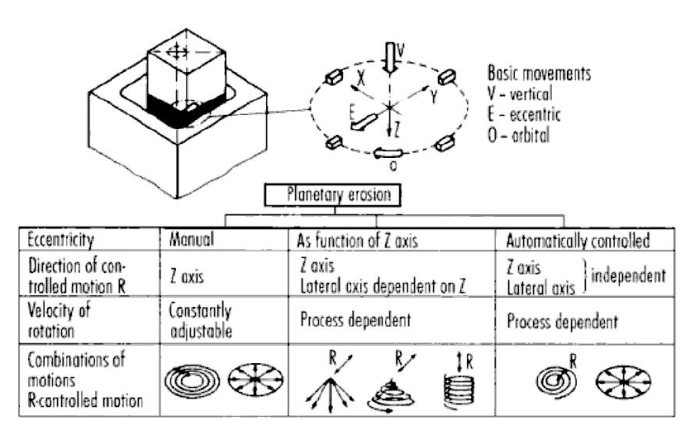
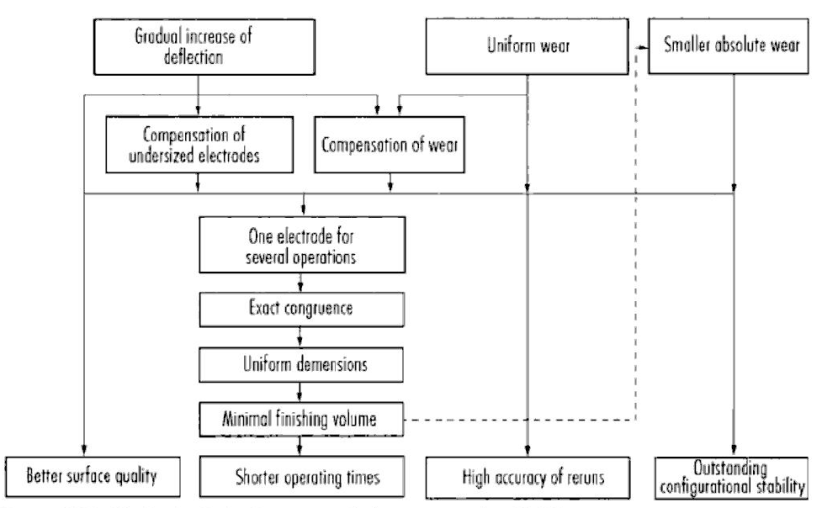
In plain vertical eroding,the eroded configuration is already dimensionally determined by the shape and dimensions of the electrode- Machining of undercuts is not feasible. The introduction of planetary electric-discharge machining has now extended the possibilities of the erosion technique. It is a machining technique featuring a relative motion between workpiece and electrode that is achieved by a combination of three movements, vertical, eccentric and orbital. The planetary electric-discharge machining is also known as the three-dimensional or multi-space technique. The technological advantages of planetary electric-discharge machining are presented. This technique now allows undercuts to be formed in a cavity. A further, major advantage is that, through compensation of the undersized electrode, it is possible to completely machine a mold with just one electrode.
Basically, all good electrical conductors can be employed as electrodes if they also exhibit good thermal conductivity. In most cases, the melting point of these materials is high enough to prevent rapid wear of the tool electrode. Nowadays, graphite and copper electrodes are used for steel,and tungsten-copper electrodes for hard metals.
The electrodes are made by turning, planing or grinding, the mode of fabrication depending on the configuration, required accuracy,and material. High-speed cutting can be used to optimize fabrication of graphite or copper.
Because of the high demands on the surface quality of injection molds and the wear on the electrodes, several electrodes are used for roughing and finishing cavity walls, especially for vertical eroding. Thus, micro erosion permits a reproducing accuracy of 1 \m and less, with roughness heights of 0.1 pm, A mold made by this technique usually only needs a final polishing. In some cases,this is not sufficient, however, e.g, for the production of optical parts or for cavities whose surface must be textured by etching.
In spark erosion, the structure of the surface is inevitably changed by heat. The high spark temperature melts the steel surface and at the same time, decomposes the high-molecular hydrocarbons of the dielectric fluid into their components. The released carbon diffuses into the steel surface and produces very hard layers with carbide-forming elements. Their thickness depends on the energy of the spark. Moreover, a concentration of the electrode material can be detected in the melted region. Between the hardened top layer and the basic structure there is a transition layer. The consequences of this change in structure are high residual tensile stresses in the outer layers that can result in cracking and may sometimes impede necessary post treatment, e.g. photochemical etching.
Nevertheless, the EDM process has found a permanent place in mold making nowadays. Some molds could not be made without it. Crucial advantages of it are that materials of any hardness can be processed and that it lends itself to the fabrication of complex, filigree contours.
A further advantage is that it works automatically and without supervision and is very precise and trouble free. Therefore modern electric-discharge machines are numerically controlled with four-axial screen control by dialogue. To better automate the process ‘the machinery is sometimes equipped with automatic tool and/or workpiece changing devices. Thus, pallet loading and pallet displacement can be arranged such that it is possible to handle pallet in several coordinates in the fluid. Startup and exact machining can be done without supervision and the work can continue on several workpieces without operator.