Extrusion Process Variations
Many of the extrusion process machines are capable of manufacturing a great variety 0f blown products through the use of optional equipment and cleverly designed molds, as shown in the following discussion.
Neck Calibration. After the parison has been cut off, the blow pin is plunged into the end of the parison to simultaneously (1) force the hot material into the neck ring threads, (2) form the inside diameter and top surface of the neck, and (3) pinch off the excess plastic above the neck of the container (Fig. 1).

(Fig. 1).
Handleware. Containers with integral handles are formed by using a thin-wall parison which is large enough in diameter to pinch out the handle area as the mold closes and flattens the parison (Fig. 2).

(Fig. 2).
Pinched Neck. Containers having a ratio greater than 3/1 between the body width or diameter and the neck diameter, are formed from a parison having a diameter greater than the neck diameter. When the mold is closed, the excess plastic will be pinched off at the neck ring and from a section of the container shoulder (Fig. 3).
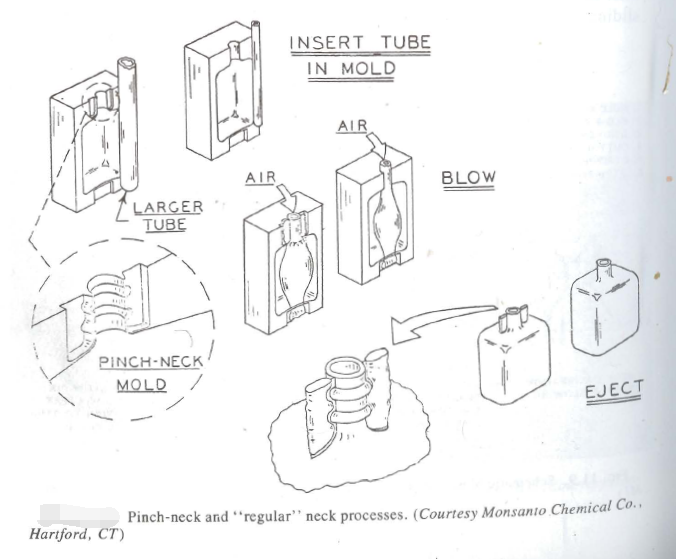
(Fig. 3).
Captive Air. Blown products, without a conventional neck or any other opening, are formed by pinching one end of the parison as the mold closes, and, after being blown, the other end of the parison is closed and sealed by sliding pinchers in the mold (Fig. 4).

(Fig. 4).
Form-Fill-SeaL Containers are formed conventionally. Before the mold is opened after forming, the container is filled with the liquid to be packaged. The filling operation is through the blow pin in each cavity. When filling is complete, the neck end of the container is pinched and sealed (Fig. 5).

(Fig. 5).