injection blow molding design and construction
The design of tooling for injection blow molding as discussed herein is intended for equipment utilizing the horizontal rotary index method of core rod transfer. This principle has been the most successful to date and is used by over 90% of the machines now in service. Figure 1 shows the mold and machine.
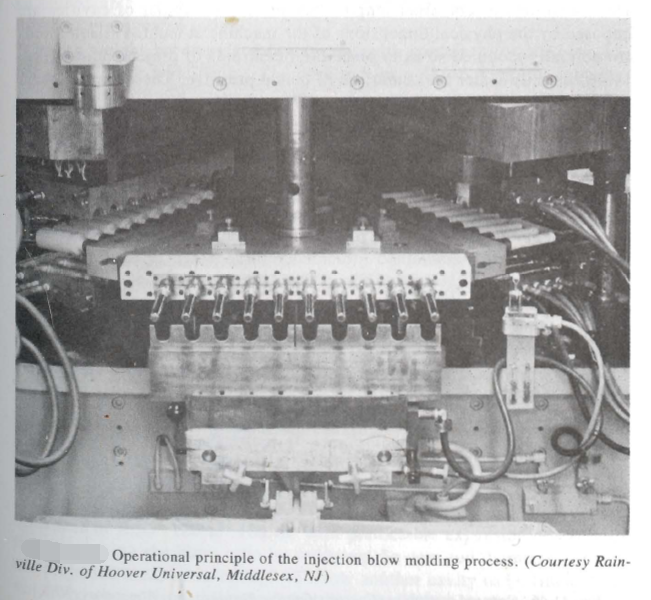
Figure 1
Principle of Operations
As seen in a simplified tooling layout before two sets of molds are required, along with three sets of core rods. To insure alignment and speed mold change-overs, each set of molds is mounted on its own mold base or die shoe. In the first or parison mold, melted resin is injected over the core rods, filling the cavities and fixing the weight of the container. At the same time the neck finish is molded completely. This set of core rods carrying the preformed parisons is rotated to the second or blow station where they are enclosed within the blow molds and blown to the desired shape. The blown containers are then rotated to the stripping station for removal, oriented if desired. Since there are three sets of core rods, all three operations are simultaneously conducted by sequential rotation of the core rods.
Mold Design
The constraints of container length,diameter, and number of cavities are imposed by the physical dimensions of the machine at hand. Parison molds are normally mounted so as to place their centroids of projected area directly under the centerline of clamp pressure. The distance, then, from the face of the rotating head to the center of pressure will determine the maximum container length. Machines are available to cover the range of V2 to 12 in, length. The maximum container diameter is about 1/4 in. Iess than the mold opening, to allow a minimum of l/s in. top and bottom clearance for the blown container to rotate from the blow station to the stripper station. Present machines use from 4 to 6 in. mold opening, depending on the size.
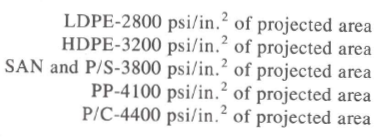
The maximum number of cavities is normally limited by the clamp tonnage of the parison mold and the material being molded. The following clamping requirements are suggested as minimums:
the nature of injection blow process places some limitations on the be made. Injection-blow molding is well suited to wider mouth bottles and conventional shapes. Because the core rod is a cantilever beam, its L/D ratio should be 12/1 maximum to prevent deflection during injection. A 32 oz. cylinder round style container requires a core rod about 9 in. long. Specified with a 24 mm finish, the L/D ratio is an unworkable 14/1. Moving up to a 28 mm or 33 mm would reduce the L/D to a manageable ratio.
Swing weight becomes a consideration with containers over 32 oz. capacities that have wide necks. The core rod for a 48 oz. capacity container with a 110 mm finish weighs about 9 lb. Mounted at the extremes of the swing radius, they impose severe inertial loadings on the transfer mechanism, as indexing takes place in about 1 sec.
One advantage of injection blow is the diametrical and longitudinal programming of the parison by shaping the parison mold, the core rod,or both. This two-dimensional programming becomes especially advantageous in the production of oval containers. Up to an ovality (container width/container thickness) ratio of 1.5/1 quite satisfactory containers can be blown from circular cross-section parisons. Up to ovality ratios of 2.2/1 can be handled with oval cross-section parisons. Generally the ovalization is done to the parison mold; the core rod remains round. Extensive parison ovalizing, perhaps above 35%, can lead to selective fill during injection and result in visible knit lines in the finished bottle. Under these circumstances it will be necessary to ovalize both the core rod and parison cavity to obtain the de-sired distribution in the finished container. Some provisions to prevent the core rod from rotating must then be incorporated. Ovality ratios above 3/1 are not suggested. The preferred blow ratio is between 2 and 3/1,measured as the average Parison OD against the bottle OD. This normally will yield an ideal parison thickness from . 120 to .180 in. with predictable expansion characterizes Increasing the blow ratio by reducing the core rod diameter, reduces e Projected area, often enough to allow another cavity to be fitted. Unavoidably, the parison thickness must be increased, to maintain a constant weight,and experience has shown parison thicknesses above .225 in, to be unpredictable in their blowing characteristics.