 In contrast with compression molding, this method is the most widely used for the forming of thermoplastic materials. With some modifications for a quicker adjustment of the temperature, some thermosetting materials, especially formulated alkyds, may also be injection molded.
In contrast with compression molding, this method is the most widely used for the forming of thermoplastic materials. With some modifications for a quicker adjustment of the temperature, some thermosetting materials, especially formulated alkyds, may also be injection molded.
In injection molding, the granular plastic molding compound is fed intermittently from the hopper in predetermined amounts into a heated cylinder, where it is softened by the heat and pushed forward by a plunger or ram through a nozzle opening into the cavity of a mold, much the same as toothpaste is squeezed by applying pressure to the tube. After filling the mold, the hot plastics material is set by chilling to a solid, the mold is opened and the molded part discharged. In the meanwhile, the plunger has been pulled to the back of the chamber ready to receive a fresh charge of molding compound. Accurate temperature control is maintained within the cylinder by use of thermostats, and by controlling the flow of electricity to the band heaters placed around the cylinder walls. The cylinder heating is divided into three zones: (1) charging section, (2) melt section and (3) discharge section. In the melt section a “torpedo” or hollow oblong sphere is placed to force the molden plastic against the sides of the heated cylinder, thus assuring complete melting and mixing of the material.
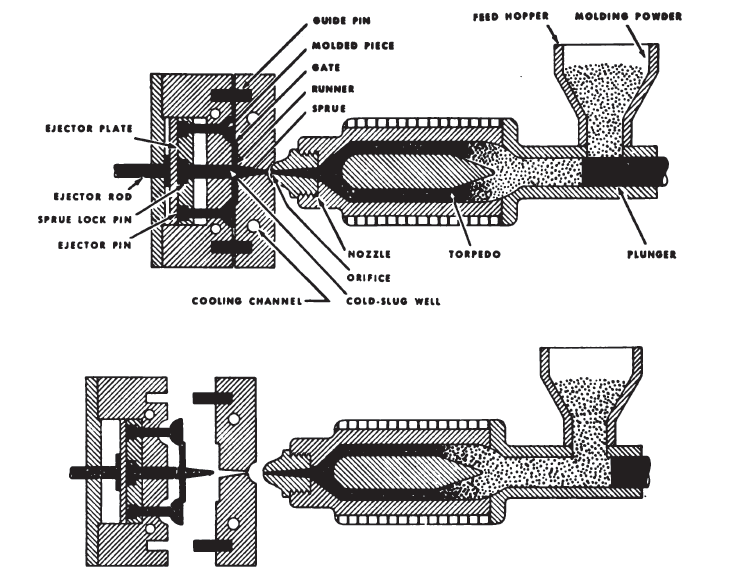
A schematic diagram of injection molding is shown in Figure 1. In the upper drawing, the press is closed having just received a charge of molding powder from the hopper, and the plunger is pushing it forward, causing the molten plastic in the forward part of the cylinder to be forced through the nozzle into the mold cavities. In the lower drawing, the press has been opened, following the injection and chilling of the molten plastic in the mold. The mold has been parted and the molded plastics pieces are about to be ejected from the mold. Simultaneously the plunger has been withdrawn to the rear of the cylinder, thus allowing another charge of molding powder to enter.
The injection mold is composed of two parts which are held in tight contact by a locking device which prevents them from being forced apart by the pressure of the molten plastic when it enters the mold. Before injection, the mold is heated to a temperature just below the softening point of the plastic to allow a smooth flow of the molten plastics material to all parts of the mold through the sprue or opening, and the runners to the mold cavities. The air and any vapors present are pushed out of the mold cavities ahead of the molten plastic by means of vent holes on the opposite side of the mold. After filling the mold cavities with the molten plastics, cold water is admitted to the embedded coils of the mold, thus lowering the mold temperature and absorbing the heat from the soft plastics mass,causing it to harden. As soon as the material is solidified, the mold locking device is released, permitting the mold to open. The molded articles are removed from the mold by ejector pins.
Most injection molding machines are automatically controlled by electronic timing mechanisms. The molding cycle for most thermoplastic materials averages from 10 to 30 seconds. By the time a part has been ejected from the mold, a fresh charge of material has been admitted to the cylinder and the previous charge has melted, ready for injecting into the mold. The rapid succession of injection of the molten plastic and ejection of the solid molded article has permitted this method to become the leader among mass production methods for producing plastics articles. Consequently injection molding has made it possible to produce a large variety of molded plastics at a relatively low cost.
Certain modifications of injection molding have been introduced to facilitate the molding of special types of plastics resins. The problem with the injection molding of thermosetting materials is that under heat these plastics will first soften and then harden to an infusible mass if the heating is continued beyond the gel stage. Thus it is essential to restrict the time and the extent of heating of the thermosetting maerial while in the injection cylinder or nozzle. In contrast, the heating of the injected material in the mold must be continued until the material cures or sets to a solid, before discharging. Consequently the time cycle for thermosetting injection molding is 10 to 20 times longer than for the thermoplastic materials. For this reason, jet molding or transfer molding, which are modifications of injection molding, are recommended for those thermosetting plastics capable of being injection molded. These methods are discussed later in this chapter.
A new modification of injection molding, known as “extrusion injection”, substitutes an extruder screw operated intermittently, in place of the plunger of the usual injection molding machine. This not only permits easier regulation of the amount of plastic to be injected during each cycle, but also provides a better mixing of the plastics material to assure a greater homogeneity of the melt, and in addition allows for mixing of colorants with the molten plastic while being molded, rather than requiring that a colored plastics molding compound be employed. This method will be more fully described in a later chapter under “Future Developments.