
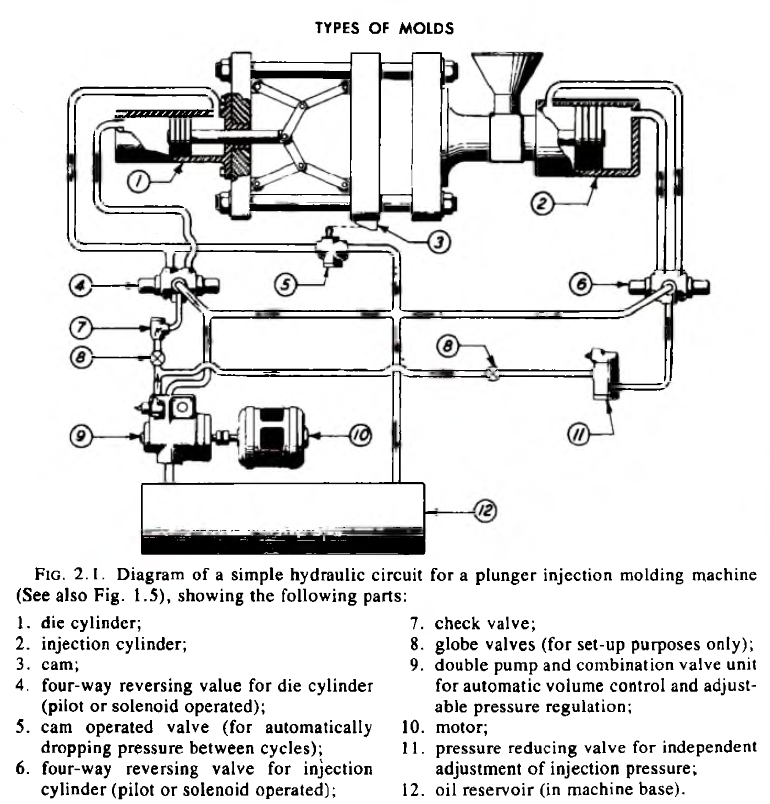
The two halves of an injection mold are bolted in place to the stationary and movable die plates. Most injection machines operate in a horizontal position. The injection press makes use of two hydraulic cylinders,and the mold is closed by the action of a hydraulic cylinder. Some presses use straight hydraulic action, while others use a toggle mechanism. Figure 2.1 shows a toggle mechanism, but a straight hydraulic action serves the same purpose. The purpose of the mechanism on the left side of Fig. 2.1 is to open and close the mold and to provide the clamping pressure to hold it Closed during the injection part of the cycle. The injection cylinder at the right side of Fig. 2.1 serves to force the compound through the “shot” or injection. This cylinder has nothing to do with the opening or closing of the press. Several methods of heating or plasticizing the material are in use, but none of them have any direct bearing on the type or de-mold required.
ejector plate or knockout bar is operated by an ejector ,which stops the plate as the mold opens and before the end of the open” stroke is reached. Thus, the mold cavity is pulled back after the Rector or knockout pins are stopped so that the molded piece comes free pins extend out of the mold cavity.
The ejector bar and pins are pulled back into molding position by springs, or they are pushed back into molding position by various devices that are described elsewhere, such as early return pins,hydraulic or air cylinders, or safety pins. This return action takes place as part of the “open time” or as part of the “closing time cycle.” This is calledresetting the ejector. Many other operations or actions may be included in the mold design. Some of these are pulling side cores, unscrewing threaded sections automatically or collapsing cores for internal undercuts.