Injection molding is a major part of the plastics manufacturing industry and is a big business worldwide, consuming approximately 32 wt% of all plastics. It is in second place to extrusion, which consumes approximately 36 %. the United States alone there are about 80,000 IMMs from plastic manufacturers and about 18,000 extruders operating to process all the many different types of plastics. In the industry an IMM is not regarded as an extruder; however, it is basically a noncontinuous extruder and in some operations is even operated continuously .
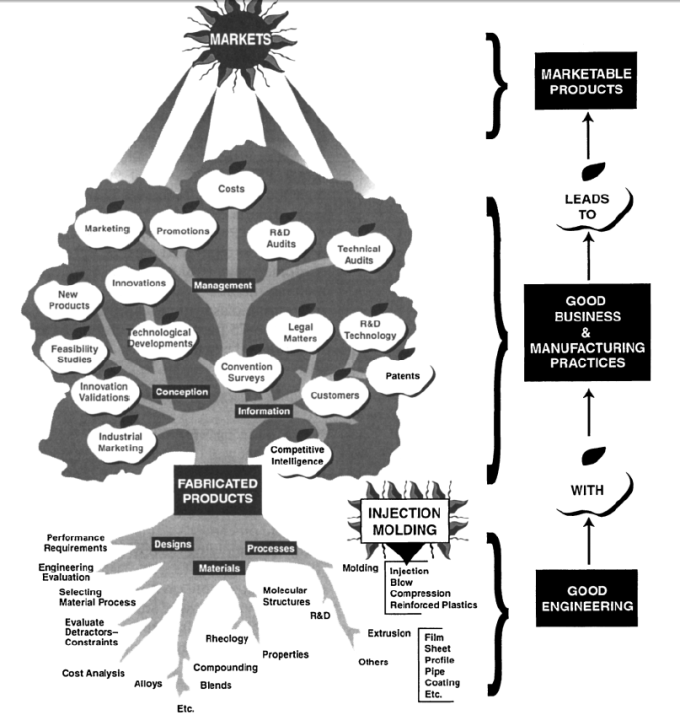
IMMs have a screw plasticator, also called a screw extruder, that prepares the melt . injection molding is an important plastic processing method. The figure shows the necessary components for the injection molding companies to be successful and profitable. Recognize that the first to market with a new product captures 80% of market share. The young tree cannot grow if it is in the shadow of another tree or if it does not keep up with competition. You need to be at the top of the tree looking over the other trees. Factors such as good engineering and process control are very important but only represent pieces of the pie. Without proper marketing hales you are literally out of business. This diagram is basically a philosophical approach to the overall industry in that it provides examples of all aspects of the technology and business that range from local to global competition. The old adage about the better mousetrap is no longer completely true, since you need factors such as the support services from the “tree” to achieve commercial success and meet product design requirements .
There are many different types of IMMs that permit many different custom plastic molding products, based on factors such as quantities, sizes, shapes, product performance, or economics. These different types of IMMs are reviewed , Small- and large-size IMMs both have their advantages. For example, if several small machines are used rather than one large one, a machine breakdown or shutdown for routine maintenance will have less effect on production rates. However, the larger machine is usually much more profitable while it is running. Because there are fewer cavities in molds for the small machines, they may permit closer control of the molding variables in the individual cavities.
The two most popular kinds of IMM are the single-stage and the two-stage; there are also molding units with three or more stages. The single-stage IMM is also known as the reciprocating-screw IMM. The two-stage IMM also has other names, such as the piggyback IMM. It is comparable in some ways to a continuous extruder. The IMM has three basic components: the injection unit, the mold, and the clamping system. The injection unit, also called the plasticator, prepares the proper plastic melt and via the injection unit transfers the melt into the next component that is the mold. The clamping system closes and opens the mold. These machines all perform certain essential functions:
- plasticizing: heating and melting of the plastic in the plasticator,
- injection: injecting from the plasticator under pressure a controlled-volume shot of melt into a closed mold, with solidification of the plastics beginning on the mold’s cavity wall,
- after molding: maintaining the injected material under pressure for a specified time to prevent back flow of melt and to compensate for the decrease in volume of melt during solidification,
- cooling: cooling the thermoplastic (TP) molded part in the mold until it is sufficiently rigid to be ejected, or heating: heating the thermoset (TS) molded part in the mold until it is sufficiently rigid to be ejected, and
- molded-part release: opening the mold, ejecting the part, and closing the mold so it is ready to start the next cycle with a shot of melt.
This cycle is more complex than that other processes such as extrusion in that it involves moving the melt into the injection mold and stopping it, rather than having a continuous flow of melt. The injection molding process is, however, extremely useful, since it permits the manufacture of a great variety of shapes, from simple ones to intricate three-dimensional (3-D) ones, and from extremely small to large ones. When required, these products can be molded to extremely very tight tolerances, very thin, and in weights down to fractions of a gram. The process needs to be thoroughly understood in order to maximize its performance and mold products at the least cost, meeting performance requirements, and with ease.
Machine Characteristics

IMMs are characterized by their shot capacity. A shot represents the maximum volume of melt that is injected into the mold. It is usually about 30 to 70% of the actual available volume in the plasticator. The difference basically relates to the plastic material’s melt behavior, and provides a safety factor to meet different mold packing conditions. Shot size capacity may be given in terms of the maximum weight that can be injected into one or more mold cavities, usually quoted in ounces or grams of general purpose polystyrene (GPPS). Since plastics have different densities, a better way to express shot size is in terms of the volume of melt that can be injected into a mold at a specific pressure. The rate of injecting the shot is related to the IMM’s speed and also the process control capability for cycling the melt into the mold cavity or cavities (fast-slowfast, slow-fast, etc.). The injection pressure in the barrel can range from 2,000 to at least 30,000 psi (14 to 205 MPa).
The characteristics of the plastic being processed determine what pressure is required in the mold to obtain good products. Given a required cavity pressure, the barrel pressure has to be high enough to meet pressure flow restrictions going from the plasticator into the mold cavity or cavities. The clamping force on the mold halves required in the IMM also depends on the plastic being processed. A specified clamping force is required to retain the pressure in the mold cavity or cavities. It also depends on the cross-sectional area of any melt located on the parting line of the mold, including any cavities and mold runner(s) that are located on the parting line. (If a TP hot-melt runner is located within the mold half, its cross-sectional area is not included in the parting-line area.) By multiplying the pressure required on the melt and the melt cross-sectional area, the clamping force required is determined. To provide a safety factor, 10 to 20% should be added.