venting for plastic mold making
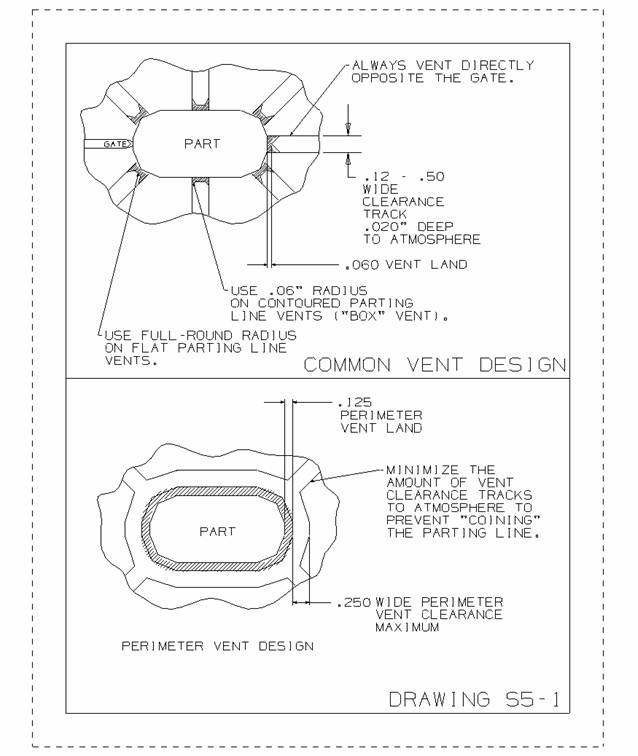
Air in the empty cavities must be displaced by the melt as it flows into the mold during injection. Unless removed quickly, trapped air may actually compress enough to ignite and leave a characteristic burn mark. The faster the fill rate and the less viscous the melt, the more difficult it may be to completely vent, and bubbles or incomplete fills may occur. For high-viscosity melts, vent grooves milled into the parting plane of the mold should not be more than about 6-mm wide by 0.05-mm deep. For lower viscosities, the vent groove may have to be less than 0.05 mm deep where it meets the cavity and deepened, further on. Vents should be at the end of flow paths and appropriately distributed around the part. Large runners should be separately vented. Other methods for venting include the use of clearances machined into ejector pins; porous plugs next to the cavities, which can exhaust air into the water coolant flowing through the cores, the coolant being arranged to be under a slight vacuum at these points; and vacuum applied to the mold cavities before injection (rare at present).
plastic mold maker cooling principle
For minimum cycle time and consistent part quality, the mold designer must provide efficient and uniform cooling in the cavity and core plates. For some plastics, as little as a 5 °C variation from point to point in a cavity can significantly affect part quality. It is not enough simply to run the mold as cold as possible—often a high mold temperature and slower injection produces better parts. It is up to 山e mold designer to estimate the cooling load, size and select the external heat exchanger, and lay out cooling circuits for the cavity and core plates. The main steps in this task may be outlined as follows.
- Calculate shot weight, including runners and gates.
- Calculate heat to be removed to cool the shot from incoming melt to demolding temperature.
- Estimate overall flow and coolant velocity needed to remove this amount of heat during the proposed cooling time.
- Select diameter and distribution of coolant channels in the cavity plate and shape and type of cooling for the cores .
- Check to make sure that coolant channels and thermocouples will fit between cavity inserts, and that they will not weaken the mold unduly.